Innhold
- TL; DR (for lang; ikke lest)
- Sveiset mot sømløs produksjon i Tube-Making prosess
- Trinn-for-trinn ingeniørprosess for sveisede og sømløse stålrør
- Lage blokker, blomster, plater og billetter
- Lage disse materialene i rør
- Utvikling av sveisede og sømløse rør
- Videre behandling og galvanisering
- Historien om rørproduksjon
- Kraften i stålrør
Stålrør er produsert av råvarer inkludert jern, aluminium, karbon, mangan, titan, vanadium og zirkonium, og er sentrale for rørproduksjonen for bruksområder som strekker seg over varme- og rørleggeranlegg, motorvei, bilproduksjon og til og med medisin (for kirurgiske implantater og hjerteklaffer) .
Med utviklingen deres spore tilbake til tekniske gjennombrudd fra 1800-tallet, passer deres konstruksjonsmetoder de forskjellige designene til en rekke formål.
TL; DR (for lang; ikke lest)
Stålrør kan konstrueres med sveising eller ved å bruke en sømløs prosess for en rekke formål. Rørfremstillingsprosessen, som har vært praktisert gjennom århundrer, innebærer å bruke materiale fra aluminium til zirkonium gjennom forskjellige trinn fra råvarer til et ferdig produkt som har hatt anvendelser i historien fra medisin til produksjon.
Sveiset mot sømløs produksjon i Tube-Making prosess
Stålrør, fra bilproduksjon til gassrør, kan enten sveises fra legeringer - metaller laget av forskjellige kjemiske elementer - eller konstrueres sømløst fra en smelteovn.
Mens sveisede rør tvinges sammen gjennom metoder som oppvarming og avkjøling og brukes til tyngre, stivere bruksområder som rørleggerarbeid og gasstransport, lages sømløse rør gjennom strekk og hulning for mer lette og tynnere formål som sykler og flytende transport.
Produksjonsmetoden låner mye til de forskjellige designene til stålrøret. Endring av diameter og tykkelse kan føre til forskjeller i styrke og fleksibilitet for store prosjekter som rørledninger for gasstransport og presise instrumenter som hypodermiske nåler.
Den lukkede strukturen til et rør, enten det er rundt, firkantet eller hvilken som helst form, kan passe til hvilken applikasjon som er nødvendig, fra væskestrøm til forebygging av korrosjon.
Trinn-for-trinn ingeniørprosess for sveisede og sømløse stålrør
Den overordnede prosessen med å lage stålrør innebærer å konvertere råstål til blokker, blomster, plater og kiler (som alle er materialer som kan sveises), lage en rørledning på en produksjonslinje og forme røret til et ønsket produkt.
••• Syed Hussain AtherLage blokker, blomster, plater og billetter
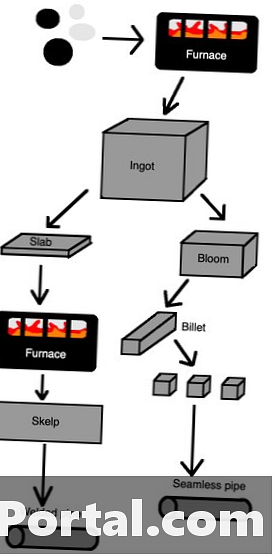
Jernmalm og koks, et karbonrikt stoff fra oppvarmet kull, smeltes til et flytende stoff i en ovn og sprenges deretter med oksygen for å lage smeltet stål. Dette materialet blir avkjølt til gjeng, store støpegods av stål for lagring og transport av materialer, som er formet mellom valser under høye trykkmengder.
Noen blokker føres gjennom stålvalser som strekker dem til tynnere, lengre biter for å skape blomster, mellomprodukter mellom stål og jern. De rulles også inn i plater, stålstykker med rektangulære tverrsnitt, gjennom stablede ruller som klipper platene i form.
Lage disse materialene i rør
Flere rulleinnretninger flater ut - en prosess som kalles coining - blomstrer inn i billetter. Dette er metallstykker med runde eller firkantede tverrsnitt, som er enda lengre og tynnere. Flygende hagesnitt kutter billettene på nøyaktige posisjoner slik at billetsene kan stables og formes til sømløst rør.
Plater blir oppvarmet til omtrent 2200 grader Fahrenheit (1 204 grader celsius) til de er formbare og deretter tynnet ut i skallen, som er smale båndstrimler opp til 0,4 kilometer lange. Stålet blir deretter renset ved bruk av tanker med svovelsyre etterfulgt av kaldt og varmt vann og transportert til rørfabrikker.
Utvikling av sveisede og sømløse rør
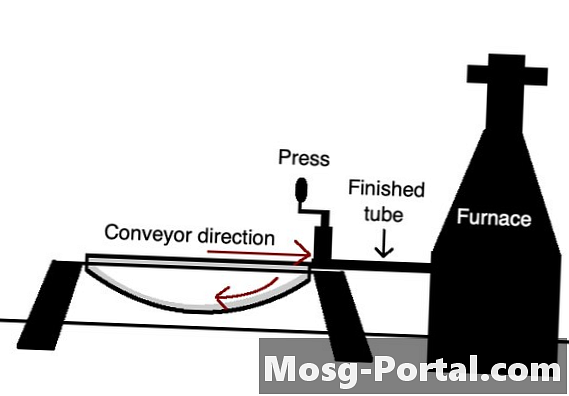
For sveisede rør vikler en avviklingsmaskin skelpen og fører den gjennom ruller for å få kantene til å krølles og skape rørformer. Sveiseelektroder bruker en elektrisk strøm for å tette endene sammen før en høytrykksrulle strammer den. Prosessen kan produsere rør så raskt som 335,3 m per minutt.
For sømløse rør fører en prosess med oppvarming og høytrykksrulling av firkantede billetter til at de strekker seg med et hull i sentrum. Rullende kverner stikker gjennom røret for ønsket tykkelse og form.
Videre behandling og galvanisering
Videre behandling kan omfatte retting, gjenging (skjæring av tette spor i endene av rørene) eller tildekking med en beskyttende olje av sink eller galvanisering for å forhindre rust (eller hva som er nødvendig for rørets formål). Galvanisering innebærer vanligvis elektrokjemiske prosesser og elektroavsetningsprosesser for sinkbelegg for å beskytte metallet mot etsende materiale som saltvann.
Prosessen virker for å avskrekke skadelige oksidasjonsmidler i vann og luft. Sink fungerer som en anode til oksygen for å danne sinkoksid, som reagerer med vann for å danne sinkhydroksid. Disse sinkhydroksydmolekylene danner sinkkarbonat når de blir utsatt for karbondioksid. Til slutt fester et tynt, ugjennomtrengelig, uløselig lag med sinkkarbonat seg til sink for å beskytte metallet.
En tynnere form, elektrogalvanisering, blir vanligvis brukt i bildeler som krever rustbeskyttende maling slik at varmdyppet reduserer basismetallets styrke. Rustfritt stål lages når rustfrie deler er galvanisert til karbonstål.
Historien om rørproduksjon
••• Syed Hussain AtherMens sveisede stålrør stammer fra den skotske ingeniøren William Murdocks oppfinnelse av det kullforbrenne lampesystemet laget av fat musketter for å transportere kullgass i 1815, ble sømløse rør introdusert til slutten av 1880-årene for transport av bensin og olje.
I løpet av 1800-tallet skapte ingeniører innovasjoner innen rørproduksjon, inkludert ingeniør James Russells metode for å bruke en dråpehammer for å brette og bli sammen med jernstrimler som ble oppvarmet til de ble formbar i 1824.
Helt neste år skapte ingeniøren Comenius Whitehouse en bedre metode for rumpesveising som innebar å varme opp tynne jernplater som var krøllet inn i et rør og sveiset i endene. Whitehouse brukte en kjegleformet åpning for å krølle kantene til en rørform før de sveiset dem inn i et rør.
Teknologien vil spre seg innen bilindustrien og også brukes til olje- og gasstransport med ytterligere gjennombrudd som varmformende røralbuer for å produsere bøyede rørprodukter mer effektivt og kontinuerlig rørforming i en konstant strøm.
I 1886 patenterte de tyske ingeniørene Reinhard og Max Mannesmann den første rulleprosessen for å lage sømløse rør fra forskjellige brikker ved deres fedres filfabrikk i Remscheid. På 1890-tallet oppfant duoen pilger-rulleprosessen, en metode for å redusere diameteren og veggtykkelsen på stålrørene for økt holdbarhet, som med deres andre teknikker ville danne "Mannesmann-prosessen" for å revolusjonere feltet stålrør engineering.
På 1960-tallet Computer Numerical Control (CNC) -teknologi lar ingeniører bruke høyfrekvente induksjonsmaskiner for mer presise resultater ved hjelp av datamaskinkonstruerte kart for mer komplekse design, strammere svinger og tynnere vegger. Datastøttet designprogramvare vil fortsette å dominere feltet med enda større presisjon.
Kraften i stålrør
Stålrørledninger kan generelt vare hundrevis av år med stor motstand mot sprekker fra naturgass og forurensninger, så vel som for påvirkninger med lav permeatjon for metan og hydrogen. De kan isoleres med polyuretanskum (PU) for å spare termisk energi mens de forblir sterke.
Kvalitetskontrollstrategier kan bruke metoder som å bruke røntgenstråler for å måle størrelsen på rørene og justere deretter for enhver observert varians eller forskjell. Dette sikrer at rørledningene er egnet for anvendelse selv i varme eller våte omgivelser.